|
Полиуретановые бандажи
Благодаря особой устойчивости к разрывам и износу, эластомерные бандажи Cover из полиуретана, производимые по технологии HotCureCasting (горячего литья), уже около 36 лет используются в картонно-бумажной промышленности. Мы предлагаем широкий ассортимент бандажей с очень хорошими показателями по прочности, трению и устойчивости к разрывам, с особо высокой жаростойкостью, износостойкостью и стойкостью к усталости материала, тем самым улучшая производительность высекального оборудования и обеспечивая жесткие допуски, принятые в производстве гофрокартона. Система крепления «ласточкин хвост» позволяет быстро менять бандажи местами. Мы гарантируем оперативность поставки на многие типоразмеры, поскольку в наличии у нас всегда имеется широкий выбор бандажей для различного типа оборудования, как российских производителей:
так и зарубежных:
Тиражестойкость бандажей и способы её увеличения. Любой производитель упаковки заинтересован в максимальном продлении срока службы бандажей, при одновременном сохранении качества высечки готовой упаковки. Тиражестойкость бандажей, как и тиражестойкость штанцформ, зависит от многих факторов, которые можно разбить на две группы: технические и эксплуатационные. Технические факторы не зависят от пользователя и предопределены свойствами высекальной машины или самих бандажей. Сюда относятся: 1) Точность соответствия размеров бандажа паспортным данным вала машины. В случае наличия зазора между бандажом и валом, либо, наоборот, силового натяжения бандажа на вал, снижается как тиражестойкость, так и качество вырубки. В случае несоответствия толщины бандажа паспортным данным возникает рассогласование в скоростях движения валов, что также негативно сказывается на качестве высечки. 2) Качество полиуретана. Полиуретан должен быть однородным по составу и структуре; его характеристики (в частности, жесткость) должны быть подобраны таким образом, чтобы, с одной стороны, обеспечить большой ресурс работы, а с другой — не повредить режущие линейки ротационной штанцформы. Характерной особенностью бандажей фирмой Cover является стабильно высокое качество, обеспечиваемое строгим контролем над соблюдением технологии и высоким качеством используемых в производстве компонентов. Жесткость бандажей Cover — 86—88 единиц по шкале Shore A. 3) Не менее важным фактором является качество корда — сетчатой основы, на которую наносится полиуретан при отливке бандажей. Низкое качество корда приводит к снижению тиражестойкости бандажа, даже если сам полиуретан удовлетворительного качества. 4) Наличие в машине осцилляции. Осцилляция (продольное смещение осей валов относительно друг друга в процессе эксплуатации) позволяет избежать удара радиальных линеек в одну и ту же точку бандажа, и тем самым продлевает срок его службы, предотвращая быстрое образование канавок. Практически во всех машинах ротационной высечки западноевропейского производства, а также в некоторых отечественных машинах, осцилляция имеется. Однако в большинстве российских машин, как и во многих машинах производства Турции и Китая, эта опция отсутствует, что приводит к более быстрому износу бандажей. Для увеличения срока службы бандажей на таких машинах рекомендуется раз в несколько тысяч циклов сдвигать на несколько сантиметров сами бандажи либо, если это позволяет конструкция вала, штанцформу. 5) Наличие в машине устройства для проточки. Проточка (шлифовка) бандажей представляет собой снятие верхнего, поврежденного слоя полиуретана для обеспечения ровной поверхности, и соответственно, высокого качества высечки. Устройство для проточки бандажей представляет собой продольный нож, который в случае необходимости опускается на бандаж и снимает верхний поврежденный слой полиуретана нужной толщины (в зависимости от глубины канавок). Нужно отметить, что некоторые пользователи в целях экономии и увеличения срока службы бандажей, пытаются самостоятельно снять деформированный слой полиуретана с бандажей разными способами. Делать это не рекомендуется, поскольку при этом трудно хорошо выровнять поверхность; в ином же случае использование таких «доработанных» бандажей приведет скорее к ухудшению качества высечки (см. рис. 1) даже по сравнению с высечкой при изношенных бандажах.
Что касается эксплуатационных факторов, то они определяются квалификацией обслуживающего машину персонала. К основным относятся: 6) Выдержка бандажей после изготовления. Процесс первичного застывания полиуретана заканчивается через 2 дня после отливки. Однако процесс полимеризации длится больше, и окончательно бандаж «дозревает» через 50—60 дней после изготовления. При эксплуатации бандажей до истечения этого срока их износ будет значительно более быстрым. Чтобы пользователь имел возможность удостовериться в прошествии данного срока, дата (неделя и год) изготовления бандажей указаны на их внутренней стороне. 7) Глубина проникновения режущих ротационных линеек в бандаж, регулируемая пользователем. Тиражестойкость бандажей обратно пропорциональна глубине проникновения режущих линеек, поскольку постепенно образующиеся канавки приводят к более быстрому износу полиуретана, а также забиваются вырубаемым материалом, в результате чего бандаж деформируется. С другой стороны, слишком малая глубина проникновения режущих линеек в бандаж приведет к неполной высечке материала, а также к ухудшению качества бигования. Оптимальной является глубина проникновения, равная 1,0—1,5 мм от поверхности бандажа.
9) Качество вырубаемого материала. В случае высокой влажности материала возможен более быстрый износ бандажей в силу забивания образующихся канавок. Более быстро изнашиваются бандажи при вырубке более плотных материалов ввиду увеличения давления линеек штанцформы на бандаж. 10) Условия хранения. При хранении бандажи необходимо беречь от воздействия неблагоприятных погодных условий (солнечный свет, влага), от воздействия очень высоких или низких температур (идеальные условия хранения: от +10°С до +30°С), а также от нежелательных химических воздействий. Желательно также не передерживать бандажи на складе: при хранении более двух лет полиуретан начинает терять свои свойства. В зависимости от действия указанных факторов тиражестойкость может отличаться в несколько раз. В связи с этим изготовители, как правило, не дают четких гарантий по тиражестойкости бандажей (количеству циклов). При соблюдении приведенных выше Статистика по эксплуатации бандажей фирмы Cover дает разброс от 1 до 2 млн. циклов, что превышает среднестатистические показатели продукции других производителей. |



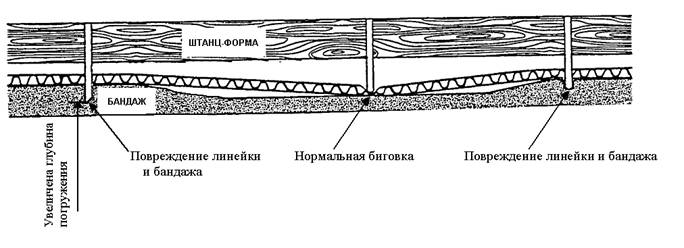 Рис. 1
Рис. 1